دستگاه اکسترودر (extroder machine ) و اهمیت آن در صنعت پلاستیک سازی
.

.
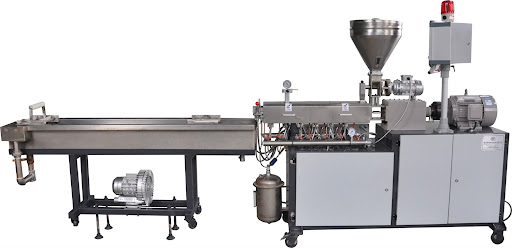
دستگاه اکسترودر extroder machine به عنوان یکی از ابزارهای کلیدی در صنعت پلاستیک سازی نقش بسزایی دارد . این دستگاه به علت توانایی شکل دهی و پردازش مواد پلاستیکی با دقت زیاد و بالا، در تولید محصولات پلاستیکی متنوع مانند دستگاه لوله ، فیلم ، پروفیل ها، گرانول ساز، ورق ساز و قطعات تزریقی و … مورد استفاده قرار میگیرند. اهمیت اکسترودرها در صنعت پلاستیک بخاطر ویژگی هایی نظیر کار آیی بالا ، انعطاف پذیری در تولید و کاهش هزینه های تولید ، غیر قابل انکار است. در این مقاله از قسمت آی تی گروه صنعتی بهساز پلیمر به بررسی عملکرد دستگاه اکسترودر و نقش آنها در صنعت پلاستیک میپردازیم…. تا انتها با ما همراه باشید.
.
اصول کار دستگاه اکسترودر (extroder machine)
دستگاه اکسترودر در واقع یک ماشین صنعتی میباشد که مواد خام ؛ علی الخصوص پلیمر های پلاستیکی را ذوب کرده و بشکل مداوم به وسیله قالب (دای) عبور میدهد تا محصول نهایی با شکل مورد نظر به دست آید. عملکرد دستگاه اکسترودر بدین شکل است که مواد خام پلاستیکی به دستگاه تغذیه میشود و سپس از طریق یک یا چند مارپیچ داخل سیلندر، به سمت جلو هدایت میشود. این فرآیند شامل مراحل اصلی ذوب، مخلوط و شکلدهی میباشد.
ذوب و مخلوط کردن
مواد پلاستیکی اولیه بصورت گرانول یا پودر به دستگاه اکسترودر وارد میشود و داخل سیلندر، این مواد تحت حرارت قرارگرفته و به وسیله حرکت مارپیچ ها ذوب شده و در این مرحله ، مارپیچ های اکسترودر نقش مهمی در یکنواختی دما و مخلوط کردن مواد دارند. این فرآیند منجر میشود که ماده پلاستیکی به شکل یکنواخت و کامل ذوب شده و آماده عبور از قالب است.
شکل دهی و خنک سازی
بعد از ذوب و مخلوط کردن مواد پلاستیکی ، آنها از طریق قالب عبور داده میشوند تا بشکل نهایی خود برسند. قالب ها میتوانند برای تولید محصولات مختلف با اشکال و اندازه های گوناگون تنظیم شوند. بعد از شکلدهی ، محصول نهایی اغلب تحت فرآیند خنک سازی قرار گرفته تا استحکام لازم را به دست آورد.
معرفی انواع اکسترودر ها در صنعت پلاستیک

دستگاه های اکسترودر به چند نوع اصلی تقسیم بندی میشوند که هرکدام از آنها دارای کاربرد خاصی در صنعت پلاستیک دارند. انتخاب نوع اکسترودر، وابسته به نوع محصول نهایی ، ویژگی های مواد اولیه و نیازهای تولیدی دارد.
.
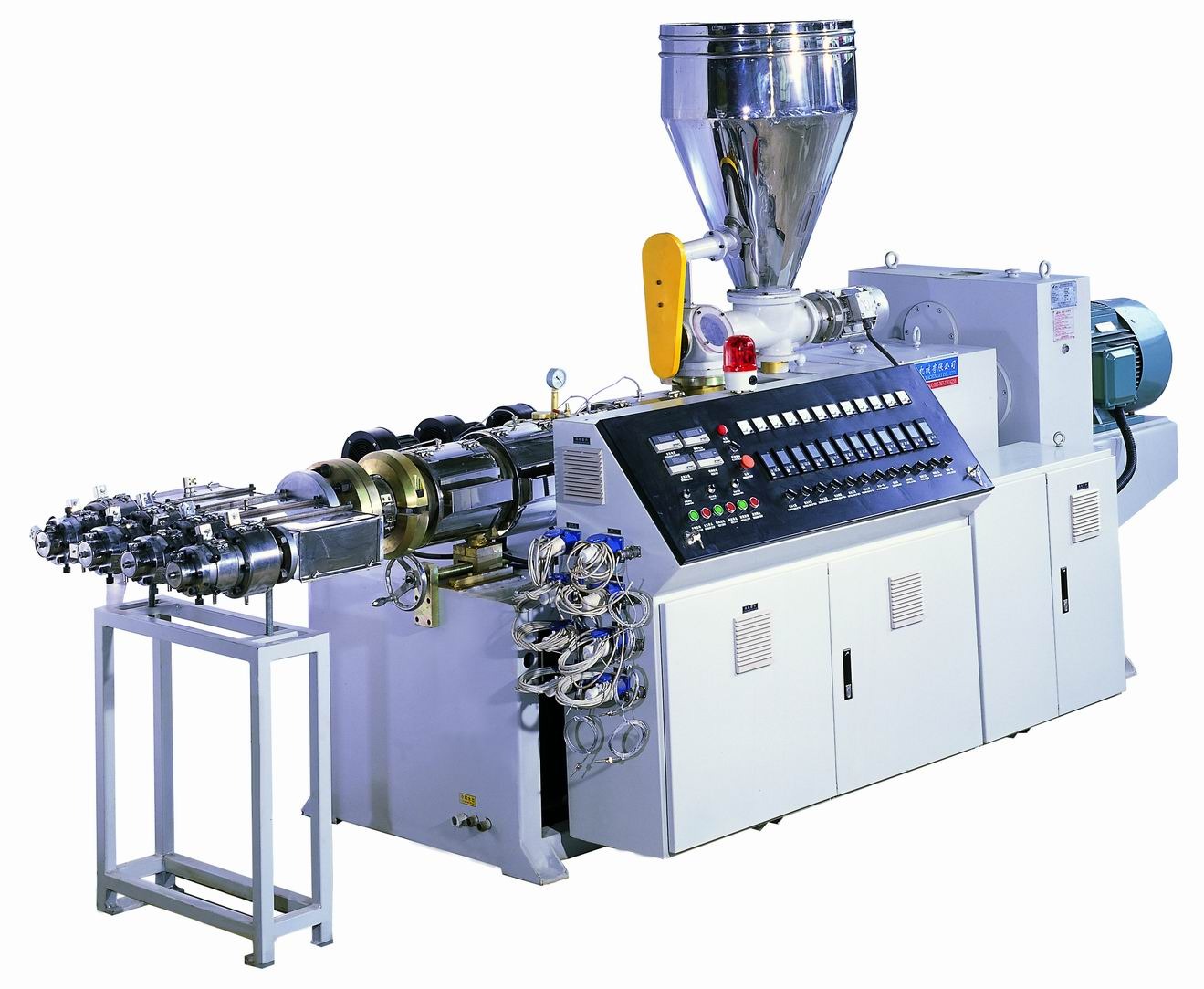
اکسترودر تک پیچ ( تک مارپیچ یا تک ماردون )
اکسترودر تک مارپیچ یکی از کاربردی ترین و رایج ترین انواع اکسترودر در صنعت پلاستیک میباشد. اکسترودر تک مارپیچ به علت طراحی ساده و کارآیی بالا، برای تولید محصولات پلاستیکی نظیر لوله ها و فیلم ها و پروفیل ها مورد استفاده قرار میگیرند. در این نوع اکسترودر، یک ماردون وظیفه جابجایی و ذوب مواد را به عهده دارد.
.
اکسترودر دو مارپیچ
این نوع اکسترودر به علت توانایی مخلوط کردن دقیق و کنترل بهتر برای فرآیند اکستروژن، جهت تولید محصولات پیچیده تر یا موادی که نیازمند به ترکیب شدن دقیق دارند، مانند مواد کامپوزینی یا مواد افزودنی خاص، مناسب میباشد. در صنعت پلاستیک سازی، اکتسرودر های دو پیچ اغلب جهت تولید محصولاتی با ویژگی های فیزیکی یا شیمیایی خاص استفاده میشوند.
.
اکسترودر چند مارپیچ
اکسترودر چند مارپیچ نوع پیشرفته ای از اکسترودر های دومارپیچ میباشد که برای کاربرد های بسیار تخصصی طراحی شده است. این نوع دستگاه جهت پردازش مواد حساس یا تولید محصولات با کیفیت بسیار بالا بکار میرود. در صنعت پلاستیک از اکسترودر های چند مارپیچ اغلب جهت تولید مواد کامپوزیتی پیشرفته یا پلیمر هایی که نیاز به ترکیب دقیق و یکنواخت دارند، مورد استفاده قرار میگیرند.
اهمیت اکسترودر ها در صنعت پلاستیک

دستگاه های اکسترودر بعنوان یکی از عنصرهای اساسی در زنجیره تولید محصولات پلاستیکی، نقش حیاتی در این صنعت دارا میباشند. از آنجا که پلاستیک جزو یک ماده اساسی و ضروری در بسیاری از بخش های صنعتی و مصرفی شناخته شده است، اهمیت اکسترودر ها در تولید بهینه و اقتصادی این محصولات روز به روز افزایش میابد. در زیر به بعضی از جنبه های مهم نقش اکسترودر در صنعت پلاستیک میپردازیم.
تولید مداوم و بهینه
یکی از ویژگی های شاخص در دستگاه اکسترودر ، توانایی آن ها در تولید مداوم و بدون توقف میباشد. این ویژگی ها به تولید کنندگان اجازه میدهد تا حجم بالایی از محصولات پلاستیکی را در زمان کوتاه و با کیفیت یکنواخت تولید میکنند. این مزیت در صنایعی که نیازمند به تولید انبوه دارند؛ از جمله صنایع بسته بندی، خودروسازی و ساختمان سازی بسیار حیاتی میباشد.
کاهش هزینه های تولید
بکارگیری از اکسترودرها میتواند منجر به کاهش هزینه های تولید میشود. طراحی بهینه مارپیچ ها و استفاده از تکنولوژی های پیشرفته نظیر کنترل هوشمند فرآیند ، بهینه سازی مصرف انرژی و استفاده بهینه از مواد اولیه، منجر به کاهش هزینه های عملیاتی و افزایش بهره وری میشود. این ویژگی ها به تولید کنندگان اجازه میدهد تا در محیط رقابتی بازار، محصولات خود را با قیمت های مناسب تری ارائه دهند.
تولید محصولات با کیفیت بالا
اکسترودر ها بخاطر دقت بالا در کنترل فرآیند های حرارتی و مکانیکی ، توانایی تولید محصولات پلاستیکی با کیفیت بسیار بالا را دارا میباشند. این ویژگی به ویژه در صنایعی که محصولات بایستی ویژگی های خاصی نظیر استحکام بالا، انعطاف پذیری یا مقاومت در مقابل عوامل محیطی داشته باشند، اهمیت بیشتری پیدا میکنند. به عنوان مثال در تولید لوله های پلاستیکی برای سیستم های آبرسانی یا قطعات پلاستیکی خودرو، کیفیت نهایی محصول از اهمیت بالایی برخوردار میباشد.
انعطاف پذیری در تولید
از دیگر ویژگی های مهم اکسترودر ها در صنایع پلاستیک، قابلیت انعطاف پذیری آن ها در تولید محصولات متنوع میباشد. این دستگاه میتواند با تغییر قالب ها و تنظیمات مختلف، محصولات گوناگونی نظیر انواع لوله ها و فیلم ها و پروفیل ها و حتی قطعات پیچیده تولید کنند. این قابلیت منجر میشود که تولید کنندگان بتوانند به سرعت به نیاز های متغیر بازار پاسخ داده محصولات جدید را با کمترین زمان و هزینه تولید کنند.
نوآوری ها در اکسترودر ها و تاثیر آن در صنعت پلاستیک
با پیشرفت تکنولوژی و تحقیقات پیوسته، دستگاه های اکسترودر نیز دستخوش نوآوری های بسیاری شده است که به بهبود کارآیی و کیفیت تولید در صنعت پلاستیک کمک میکند
بکارگیری از سیستم های کنترل هوشمند
یکی از نوآوری های مهم در دستگاه های اکسترودر، بکارگیری از سیستم های کنترل هوشممند و خودکار میباشد. این سیستم ها به تولید کنندگان اجازه میدهند تا فرآیند اکستروژن را با دقت ، نظارت و کنترل نمایند، با استفاده از حسگر ها و الگوریتم های پیشرفته، پارامتر هایی نظیر دما و فشار و سرعت ماردون ها بصورت خودکار تنظیم میشوند. این تکنولوژی به کاهش خطاهای انسانی و افزایش دقت تولید کمک میکند.
کاهش مصرف انرژی
در سال های اخیر ، یکی از تمرکز های اصلی در حیطه توسعه اکسترودرها، کاهش مصرف انرژی بوده است . با بهینه سازی طراحی ماردون ها و استفاده از موتورهای با راندمان بالا، دستگاه های اکسترودر توانسته اند مصرف انرژی را به میزان قابل توجهی کاهش دهند. این موضع علی الخصوص در صنعت پلاستیک سازی که حجم تولید بسیار بالا است ، نقش مهمی در کاهش هزینه ها و حفظ محیط زیست دارند.
پردازش مواد زیست تجزیه پذیر
در راستای افزایش توجه به مسائل زیست محیطی ، بیشتر تولید کنندگان پلاستیک بدنبال استفاده از مواد زیست تجزیه پذیر در فرآیند های خود میباشند، اکسترودر های مدرن قادر به پردازش این مواد با کیفیت بالا و دقت لازم هستند. این نوآوری ها به صنعت پلاستیک سازی کمک میکند تا با کاهش ضایعات پلاستیکی و اثرات زیست محیطی ، به سمت تولید پایدار تر حرکت کنند.
نتیجه گیری :
دستگاه های اکسترودر به علت نقش اساسی که در تولید محصولات پلاستیکی با کیفیت و هزینه بهینه و انعطاف پذیری بالایی ک دارند، جزو ابزارهای کلیدی در صنعت پلاستیک سازی تبدیل شده اند. با پیشرفت روز افزون تکنولوژی و نوآوری های مستمر، این دستگاه ها در آینده ، نقش پررنگ تر و مهمتری در توسعه صنعت ایفا خواهد کرد.

برای مطالعه بیشتر :
.
دستگاه گرانول ساز | اکسترودر گرانول ساز پلاستیک
✅ دستگاه اکسترودر پلاستیک
✅ دستگاه اکسترودر کوچک
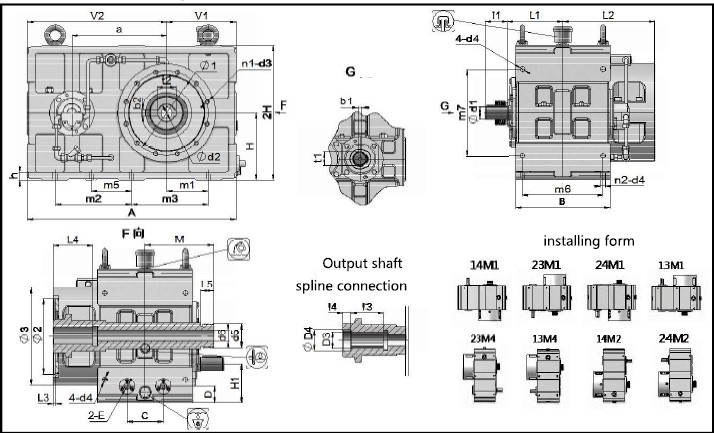
✅ مشخصات فنی دستگاه اکسترودر
✅ قیمت دستگاه اکسترودر pvc
✅ آموزش کار با دستگاه اکسترودر
✅ قیمت دستگاه اکسترودر پلاستیک
.

لیست قیمتهای مختلف انواع دستگاه اکسترودر پلاستیک
گروه صنعتی بهساز پلیمر با بیش از 20 سال سابقه درخشان در زمینه ساخت ماشین آلات صنایع پلاستیک و اکسترودر پلاستیک فعالیت داشته و آماده ارائه و فروش دستگاه اکسترودر در ظرفیت ها و سایز های مختلف میباشد
برای اطلاع از قیمت های ** دستگاه اکسترودر پلاستیک *** با شماره زیر در تماس باشید
گروه صنعتی بهساز پلیمر
09122203855
کلمات کلیدی :
دستگاه اکسترودر | اکسترودر پلاستیک | ماشین آلات صنایع پلاستیک | extruder machine | قیمت دستگاه اکسترودر پلاستیک | کاتالوگ دستگاه اکسترودر | دستگاه اکسترودر کوچک | آموزش کار با دستگاه اکسترودر | قیمت دستگاه اکسترودر pvc | مشخصات فنی دستگاه اکسترودر | دستگاه اکسترودر خانگی | نمایندگی فروش دستگاه اکسترودر
نویسنده : گروه آی تی گروه صنعتی بهساز پلیمر